













Efficiency classification

Fine screening for your materials

2-in-1: Recycling Waste Screens & Flip-Flow screening machines

Optimizes the feed for your sorting devices

Reliable coarse screening & pre-separation

Optimum material feed and distribution

Cleaning-free material transport of Slag & Co.
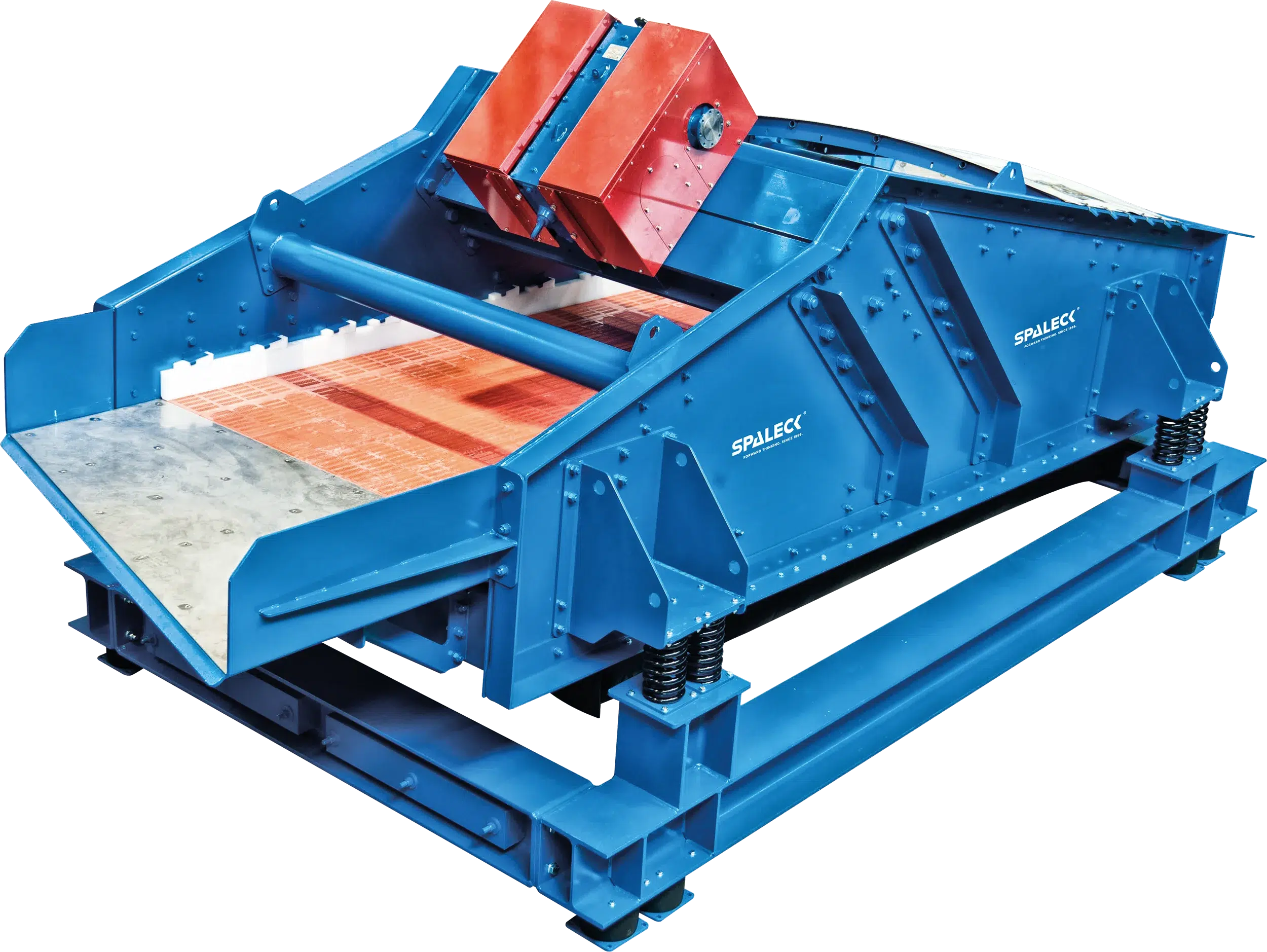
Screening for dewatering Material flows

Reliable material supply in your Recycling process
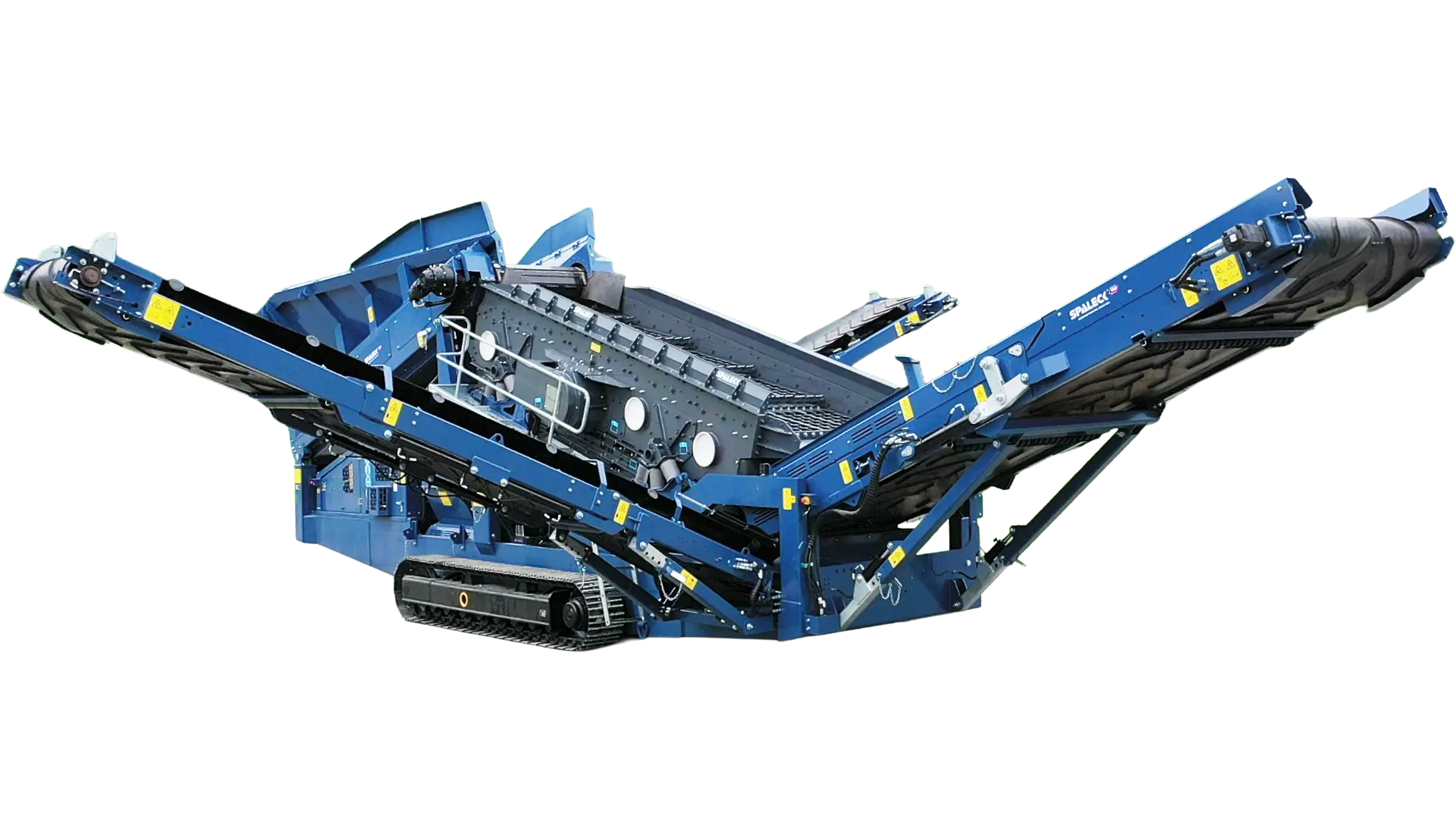
SPALECK screening technology always and everywhere available




You are currently viewing a placeholder content from Vimeo. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou are currently viewing a placeholder content from YouTube. To access the actual content, click the button below. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More InformationYou need to load content from reCAPTCHA to submit the form. Please note that doing so will share data with third-party providers.
More Information